Rainbow Rare Earths - Update on the Phalaborwa Rare Earths Project DFS
1 July 2026
Rainbow Rare Earths Limited
("Rainbow" or "the Company")
LSE: RBW
Update on the Phalaborwa Rare Earths Project DFS
Highlights
· Rainbow's test work and pilot plant operations have optimised and simplified the flowsheet at Phalaborwa
· Major process decisions and optimisations have been delivered and implemented by Rainbow's in-house laboratory
· Pilot plant has operated successfully during H1 2026 with the data recovered feeding into the process design for the Definitive Feasibility Study ("DFS")
· 75% of flowsheet now in engineering phase of DFS, final optimisation of the solvent extraction ("SX") circuit underway
NEWS ANNOUNCEMENT
Rainbow Rare Earths is pleased to announce an update on the DFS currently underway at the Phalaborwa project in South Africa. This project will be the first commercial recovery of rare earth elements ("REE") from phosphogypsum, a waste product from phosphoric acid production, which means that many of the costs, risks and long timescales associated with traditional mining projects are eliminated.
Over the course of H1 2026, work has continued to focus on optimising and simplifying the flowsheet at Phalaborwa to enhance the plant operability and reduce risk when moving to commercial scale. The pilot plant has been operating successfully throughout H1.Having demonstrated the ability to produce a commercial intermediate product as announced in February this year, optimisation work has continued on the final stage, the SX separation process using the leading technology for rare earth separation. The optimisation work with our technical partner has resulted in an update to the flowsheet further simplifying it and enabling the production of a mixed rare earth feed. This will feed directly into the SX separation process from the continuous ion exchange ("CIX") circuit in a more cost-effective manner without the need to produce the intermediate product first. The final product from the SX circuit will be separated neodymium praseodymium oxide ("NdPr oxide") and SEG+ Group at 99.5% purity as well as commercial quantities of products which include dysprosium ("Dy"), terbium, ("Tb") and yttrium ("Y") that are expected to unlock higher returns than the intermediate product alone.
75% of the flowsheet, up to the point of production of a mixed rare earth feed to feed the SX separation process, has now been finalised and moved to the engineering phase of the DFS. We expect the SX circuit to move to the final engineering phase in due course.
Dave Dodd, Technical Director of Rainbow, commented: "The technical team has taken full advantage of the in-house laboratory to undertake a very comprehensive bench and pilot scale test programme to support the major flowsheet optimisations that have been achieved. Extraction of rare earths from phosphogypsum is a significant challenge that has been met by the team. We are very pleased to have successfully finalised the flowsheet to the point that it delivers a mixed rare earth feed to the SX separation process. Work on the SX circuit to reach our final product continues with this expected to move to the engineering phase of the DFS in due course."
George Bennett, CEO of Rainbow, commented: "By establishing our own dedicated metallurgical and analytical laboratory in Johannesburg, Rainbow has been able to complete major test work to optimise capital and operating costs for the Phalaborwa process whilst simplifying the flowsheet and improving operability. This approach to test work has allowed for very significant changes to be made to the flowsheet, all of which benefit the project. Our focus now is on integrating the SX circuit into the overall process and we look forward to further updates in due course which will demonstrate that Phalaborwa continues to represent a near-term producer of light and heavy rare earths, right at the bottom of the industry cost curve."
Optimised Flowsheet
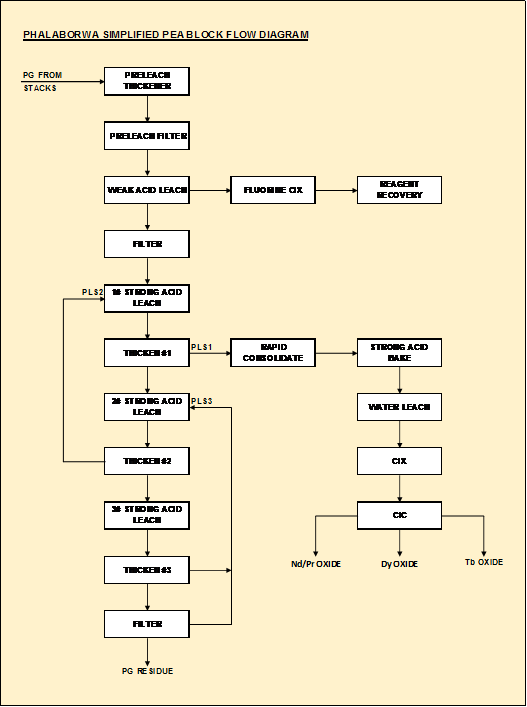
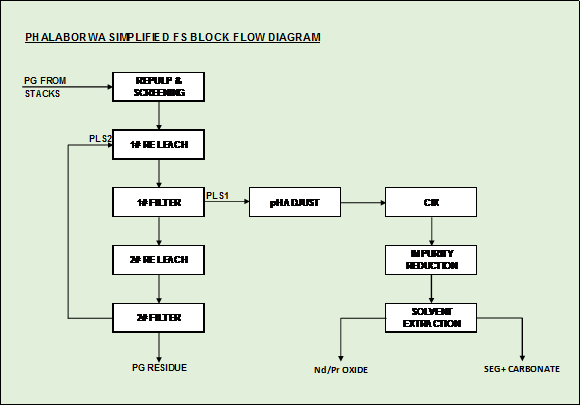
The major changes that have been implemented since the PEA are described below. Figures 1 and 2 provide a comparison of the PEA and DFS simplified block flow diagrams to visually demonstrate the major simplifications that have been achieved, ensuring a less complicated plant operation which bodes well for commercial operations.
Replaced hydraulic reclamation of the phosphogypsum to the plant with mechanical reclamation
· Simplifies control for feed tonnage and moisture content allowing improved water management and control of operating conditions in the leach circuit.
· Eliminates high-pressure pumps, a thickener and horizontal belt filter ("HBF").
Eliminated weak acid leach circuit and associated reagent recovery systems
· Major simplification of the process, removing an entire leach circuit with associated HBF, the fluorine extraction process and major reagent recovery circuits.
Reduced counter current leach from three stages to two stages and residence time from 32 to 8 hours
· Simplification of the process.
· The number and size of the leach tanks and agitators are greatly reduced.
· HBFs, vacuum pumps, and slurry pumps associated with the removal of the leach stage are also eliminated.
· The total number of capital intensive HBFs, including the changes in reclamation, weak acid leach and leach stages has reduced from 14 to 8.
Replaced rapid consolidation/strong agitated acid bake ("SAAB")/water leach with continuous ion exchange ("CIX") and impurity reduction
· Resolves REE recoveries with previous circuit where a portion of the REE was rendered refractory in the acid bake and not amenable to water leaching.
· Removes complexity from the process and eliminates the risk and challenges of using hydrofluoric acid as a reagent.
· Simplifies process using the well-known process route of CIX as an intermediate between leaching and SX, as employed in the uranium industry for example.
· The pilot plant CIX achieves a ninefold concentration in the REE, reducing solution flow from approximately 300m3 per hour as PLS to <40 m3 per hour feeding the impurity reduction circuit and less than 5 m3/h to the separation SX circuit.
Replaced continuous ion chromatography ("CIC") with SX
· Eliminates uncertainty with development of CIC circuit.
· Employs a proven, industry-standard, commercial separation process.
Replaced dry stacking of phosphogypsum with conventional wet stacking
· Integrates better with continuous process plant operation.
· Consistent with majority phosphogypsum stack practice.
DFS Progress
The project is currently at the DFS stage and the following important progressions have been made:
· Mechanical reclamation process defined and progressed to DFS engineering
· Leach circuit defined and progressed to DFS engineering
· CIX circuit defined and progressed to DFS engineering
· Major reagent systems defined and progressed to DFS engineering
· Wet stack defined and progressed to DFS engineering
Approximately 75% of the process is now fixed and in the engineering design phase of the DFS.
The current project focus is on:
· Integration of CIX and reagent recovery systems with downstream SX circuit
· Optimisation of the SX circuit design
The SX circuit will be relatively small compared to other Rare Earth projects, with the feed flow rate of less that 5 m3 per hour.
For further information, please contact:
Rainbow Rare Earths Ltd
Company
George Bennett
Pete Gardner
+27 (0) 82 652 8526
IR
Cathy Malins
+44 (0) 7876 796 629
Tavistock Communications
PR/IR
Charles Vivian
Eliza Logan
+44 (0) 20 7920 3150
Berenberg
Broker
Matthew Armitt
Jennifer Lee
+44 (0) 20 3207 7800
About Rainbow:
Rainbow Rare Earths aims to be a forerunner in the establishment of an independent and ethical supply chain of the rare earth elements that are driving the green energy transition and other advanced technologies. It is doing this by developing projects that recover rare earth elements from phosphogypsum, a by-product of fertiliser production. This approach avoids traditional mining and allows projects to be advanced more quickly and at lower cost. The Company is progressing two projects: Phalaborwa in South Africa and Uberaba in Brazil, and these projects are expected to produce critical materials for a wide range of industrial, energy, and defence applications. More information is available at www.rainbowrareearths.com or by visiting the Rainbow Rare Earths Curation Showcase at: Curation Connect - Rainbow Rare Earths Showcase or https://app.curationconnect.com/company/Rainbow-Rare-Earths-90903.
Figure 1
Phalaborwa PEA Simplified Block Flow Diagram
Figure 2
Phalaborwa DFS Simplified Block Flow Diagram
This information is provided by RNS, the news service of the London Stock Exchange. RNS is approved by the Financial Conduct Authority to act as a Primary Information Provider in the United Kingdom. Terms and conditions relating to the use and distribution of this information may apply. For further information, please contact rns@lseg.com or visit www.rns.com.
RNS may use your IP address to confirm compliance with the terms and conditions, to analyse how you engage with the information contained in this communication, and to share such analysis on an anonymised basis with others as part of our commercial services. For further information about how RNS and the London Stock Exchange use the personal data you provide us, please see our Privacy Policy.ENDUPDKZGFVRGNGVZM

Recent news on Rainbow Rare Earths
See all newsRainbow Rare Earths - Update on the Phalaborwa Rare Earths Project DFS
Brief: Rainbow Rare Earths To Evaluate Potential US Stock Exchange Listing
Rainbow Rare Earths - Evaluation of a Listing in the USA
Brief: Rainbow Rare Earths Directors Do Not Recommend Dividend For Six Months Ended Dec 31, 2025
Rainbow Rare Earths - Interim Results for six months to 31 December 2025